звук булата
В.В.Кузнецов.
Выплавление булата
Если фантастические заявления вредят только репутации автора, то некоторые рекомендации просто абсурдны. Так один автор пишет, что всё качество булата обусловлено проковкой, уплотнением и осаживанием в сотню раз. (И.Толстой "Наследие русского булата", Прорез 2005г. №4). Кузнец самого первого разряда знает, что уплотнение (наклёп, нагартование) существует только в холодном металле (коса, пруток «серебрянка»), а при t°=450° начинается рекристаллизация и наклёп исчезает. А так было бы очень просто – наклепал до плотности в 30-50 г на см кубический получил супер металл. На самом деле, сколько бы ни длилась ковка, плотность стали равна 7,8 г на см кубический и не повышается. Уплотняется только пористый, зашлакованный металл и его плотность приближается к этой цифре. Долгой ковкой можно перемешать слои и выровнять сталь по составу, или же, чередуя ковку с отжигом создать структуру, но не уплотнить.
Так что призыв к осаживанию булата в сотни раз идёт от незнания металловедения. Есть заблуждения необычайно стойкие: каких-нибудь 400 лет назад людей сжигали на кострах за убеждение, что Земля вращается вокруг солнца. Уверен, что даже сегодня более половины населения планеты думает, что солнце вращается вокруг них, ну, в крайнем случае - вокруг Земли. К таким же стойким заблуждениям относится всеобщая уверенность, что ковка улучшает сталь. Увы, на самом деле – разрушает. Каждая технология хороша в своё время.
До середины XIXв., пока сталь была сварной, цементованно-кричной, т.е. пористой – ковка уплотняла её, выдавливала шлаки и делала сталь лучше. Как только появилась литая сталь, было замечено, что ковка её ухудшает. В металле накапливались зоны напряжений, микротрещины, шёл рост зерна, выгорание углерода, насыщение серой и кислородом. Никакого пресловутого уплотнения в чистом литом металле не происходит, об этом уже было сказано. Для того, чтобы это заметить, надо смотреть на результат. Если у вас на пол упал клинок и рассыпался – ведь это результат вашей ковки и термообработки, поскольку изначально была взята хорошая сталь. Условия реальной ковки весьма далеки от идеальной. Вместо газа и древесного угля топливом служит кокс и каменный уголь – идёт насыщение серой. Нагрев ведётся в окислительном пламени – выгорает углерод. Первый нагрев чересчур быстрый – возникают трещины. Часты перегревы – растёт зерно. Нет отжига перед закалкой – остаются зоны напряжений, и металл ломается сразу, или через время. Всё это в сумме ведёт к многократному ухудшению свойств металла. Не один -два удара разрушают сталь, а долгий путь, на котором ошибки только накапливаются, но не компенсируются.
Я принёс вам плохую новость, ребята, но убивать меня не надо – этой новости ровно 140 лет, поскольку как раз столько лет назад Д.К.Чернов исследовал сталь и доказал, что литые, штампованные или прессованные детали – прочнее, чем кованые. Именно с тех пор наука рассматривает ковку, как разрушение металла и только по этой единственной причине кузнечное дело плавно сползло на обочину прогресса. Тем, кому не достаточно авторитета Д.К.Чернова привожу слова известного кузнеца Пампухи И.Ю. : " Чрезмерное ковка тоже лишнее, всё можно разрушить. Ковать можно по разному, можно перегревать металл, можно не догревать и при закалке будет крошиться" "Пять охот" №4 Апрель 2007года. Кузнечный молот на заводе стоит там, где без него не обойтись и выполняет одну –две операции: прошивка, перемешивание. Сейчас даже смешно представить, что коленвал автомобиля будут ковать – он будет во много раз менее прочным, чем литой. Штамповочный пресс наносит гораздо меньше вреда, чем молот, поскольку деталь испытывает равномерное давление во всём объёме и не остаются зоны напряжений. Очень прочные сабли делались так: нагретый, слегка согнутый круглый пруток из стали У-7А попадал в валки, поперёк них, и на выходе падал в закалочную ванну. Высокое качество и повторяемость результата, брак мог быть только из-за дефекта металла. Просто мысленно сравните с длинным путём ковки этой сабли и сложностью её закалки – брака будет не 1%, а 30% - 60%.
Еще один аргумент в пользу литых ножей я получил из-за океана (своеобразный Lend-Lease из Америки). Известный американский кузнец Давид Бае в сотрудничестве с Лари Бинкером отливают ножи с 1982 г. Начинали они это делать единственно с целью уменьшить слесарные работы по чистовой обработке клинков. Неожиданно оказалось, что литые ножи превосходят кованые по стойкости РК в 10 раз.
Цитаты из статьи:
«Тесты РК подтвердили необязательность ковки – фактора, ухудшающего стойкость РК. И сделан вывод о превосходстве дендритной стали над кованой при одинаковой геометрии клинка». «Ковка разрушает первичную структуру, что ухудшает свойства клинка». «Работа Давида Бае считается революционной…»
К этим аргументам мне добавить нечего, все они говорят в пользу моего утверждения, что ковка не панацея, скорее наоборот. Хотелось бы только немного позлословить.
Ведь оказывается, что забугорные кузнецы, ну ничем не лучше наших: им тоже неприлично, даже стремно, изучать металловедение и историю металлургии! Иначе бы они не изобретали велосипеды заново и не объявляли «революционным» то, что индусы делали в ХIII в., а персы в ХIХ в. Если бы читали книги, то знали бы, что еще в ХIХ в. русские металлурги заявили, что «с первым ударом молота начинается разрушение металла» ну, а в остальном все правильно, спасибо за LL.
Булат – самая плотная из всех видов сталей, сжимать его – всё равно, что воду уплотнять. Поэтому предложение осаживать его – это призыв к его разрушению. Древние мастера знали, что ковка портит литую сталь. В то время был один вид литой – тигельная (булат, как частный её случай).Можно вспомнить кузнецов Гань Цзяна и его жену Мо Се (трактат «Хуайнань Цзы»), которые лучшие свои мечи отливали (хотя китайцы нам не указ). Многие карды, пустотелые булавы и мечи отлиты из булата (но, возможно, они просто показывали уровень своего мастерства в литье).
Егор Самсонов был слесарем – термистом, но никак не кузнецом, поскольку не выковывал свои ножи, а вытачивал из рессор (делал он так, конечно же, из-за лени и переизбытка сырья). Можно вспомнить и меня, как самого древнего из живущих кузнецов, который ещё в прошлом веке написал, что «плохая сталь под молотом уплотняется, а хорошая – разрушается» (статья «Просто кованый»), причём заметил это сам, ещё не читая Д.К.Чернова. Всё это шутки, в которых доля шутки, но вот доказательство, которое не отметёшь: разрубание вутца по спирали. Минимум ковки, минимум деформации и разрушения. Есть объяснение, что делалось это ради рисунка – попытка переноса современной психологии в средневековье. Это сейчас всё делается ради рисунка, а в те времена, когда от качества оружия зависела жизнь – боролись за качество. Достигнутому качеству соответствовал определённый рисунок, повторить его можно было, только повторив весь процесс и вновь достигнув такого же качества.
Сейчас задача кузнеца – свести разрушение металла к минимуму, для этого нужно точно соблюдать технологию. Знание правды – необходимо. Одно дело, когда кузнец уверен, что каждым своим ударом он забивает гвоздь в гроб мирового империализма, ну и лупит от души, думая, что металл становится лучше и лучше, пока он не рассыплется. А другое дело – работать, как хирург, по принципу «не навреди». Помнить, что будь ты хоть трижды корифей и патриарх – со сталью договориться нельзя, всё время надо играть по её правилам. Показательный случай: в 1860 году артиллерия переходила с бронзовых стволов на стальные. 2 ствола из 3-х разрывались при первом же выстреле. Оказалось, что на заводе в середине процесса, ради ускорения, стволы охлаждали в воде, появлялись микротрещины. Так любая сталь выдерживает две закалки, да и то после отжига, если не удалась вторая закалка, значит третьей не бывать, поскольку появляются микротрещины. Д.К.Чернов указал, что четвёртая закалка разрушает металл полностью. Очень строги в этом отношении японцы - они считают браком вторую закалку.
Металловедение точно знает, почему булат – это лучшая сталь. Если расположить по степени чистоты металла все методы получения стали, то получим такую очерёдность:
- Тигельная (булат в том числе).
- Электросталь.
- Пудлинговая.
- Кислая мартеновская.
- Основная мартеновская.
- Кислая бессемеровская.
- Основная томасовская.
- Сварная (дамаск).
Цитата: " Металловедение" А.П.Гуляев, 1975г. «Только окислительным процессом электроплавки с последующим восстановительным периодом, в течение которого готовая сталь долго выдерживается в печи, удаётся получить чистую сталь. В этом отношении тигельный процесс является сплошной выдержкой расплавленной стали без окисления с кислым шлаком, потому-то тигельная сталь и стоит на первом месте по чистоте».
Булат, как тигельная сталь, является лучшей из сталей. Правда, требуется соблюдение нескольких условий, а не так: раз побывала сталь в горшке – значит это булат.
Первое:
Исходным сырьём должна быть максимально чистая сталь, или железо.
Второе:
Шлака должено быть не менее 20% от веса шихты, иначе весь металл не очистится.
Третье:
Тигли, которые не растворяются шлаком.
Четвёртое:
Высокая температура, достаточная для расплавления самых тугоплавких компонентов.
Пятое:
Длительная выдержка в расплавленном состоянии, чтобы весь металл прореагировал со шлаком и очистился.
Шестое:
Правильный режим остывания.
Так электросталь в жидком состоянии выдерживается 2 часа, мартеновская - 4 - 6 часов. Но время выдержки сильно зависит от объёмов, поскольку плавится от 25т до 300т. Площадь поверхности 1кг. жидкого металла условно считается в 1дм. квадратный, поэтому есть формула, определяющая время выдержки с учётом веса всего металла и поверхности ванны, реагирующей со шлаком.
Если все пункты выполнены, можете закапывать тигель в золу, через 6 -8 часов разбить его и достать слиток булата. Как правильно разрубить его и надо ли это делать? Совет из «Металловедения»: «В центре слитка между кристаллами находятся все те включения, которые в стали не растворяются. Это окислы железа, сернистые и фосфористые соединения железа и марганца, частицы шлака. Всё это, по мере остывания слитка, выдавливается столбчатыми кристаллами от краёв к центру. Прочность включений и сцепление их с металлом мало, поэтому металл в центре слитка ослаблен».
Вот, существенная разница между сталью и булатом. Если сталь вылить в изложницу, потом на блуминг, то вся грязь, которая в ней была, равномерно перемешается и сталь от этого лучше не будет. А в булате кристаллы вовсе не для красоты придуманы, оказывается, они дополнительно фильтруют и очищают металл. Здесь возникает более узкая задача – как отделить чистый металл от грязного. Вариантов мало. К примеру, у вас стандартный тигель и слиток получился Ø 8см, высота 15см. Если транскристаллизации не произошло, то весь столбик равноосных кристаллов в центре будет грязным и не ковким, слиток осаживается по высоте, центр вырубается прошивнем, кольцо разворачивается. Или после осаживания разрубить пополам и разгонять полосы, постоянно стачивая трещины с обеих сторон (с одной стороны будет корка внешних кристаллов, со второй – внутренние равноосные, и то, и другое – грязь). Если транскристаллизация произошла, то грязью в центре можно пренебречь – это всего лишь точка, а вся грязь выдавится в верхнюю часть в усадочную раковину. Обрезать верх и низ, а лепёшку разгонять в полосу. Если нужны небольшие изделия, то можно резать кружками, как лимон, рисунок которого на разрезе более всего напоминает булат.
Осаживание вутца и разрубание любым способом даёт полосу с максимальными рабочими свойствами. На клинке ясно видна и ликвация (неравномерность состава) и сегрегация (неравномерность структуры). Сверху вниз рисунок от светлого переходит в тёмный (разница в углероде бывает в 0,35%, отсюда разница в резе: 5 – 7 раз), и от крупного узора – в мелкий. Т.е. дно слитка – более режущее, а верх – более упругий.

Слиток был осажен. Это не зонная закалка, а ликвация углерода.
Разрезание поперёк даёт ровный рисунок с обеих сторон и ровное качество лезвия и обушка, но изделия из нижнего круга и верхнего отличаться будут так сильно, словно из разного булата сделаны.

Поперечный разрез. Транскристаллизация полная, рисунок ровный. Если бы транскристаллизация не произошла, то это был бы срез морковки – в центре был бы кружок с мелкими кристаллами, а после расковки на изделии шли бы три полосы.
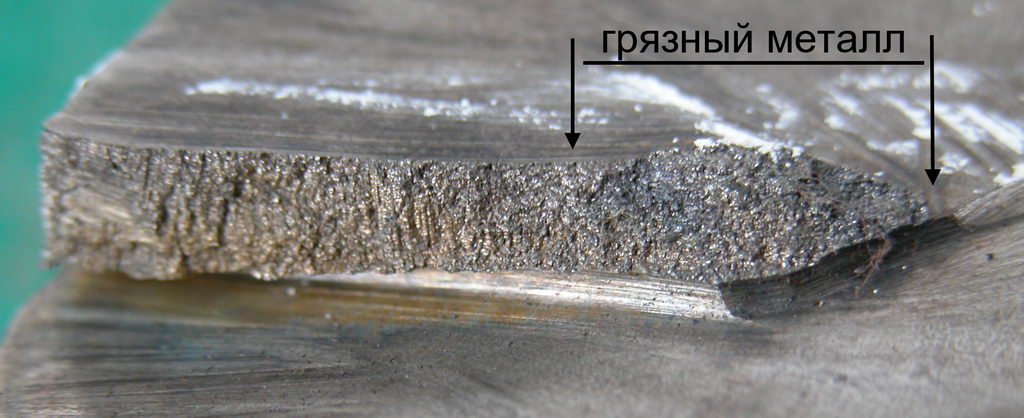
Стандартный слиток у меня Ø8 см., высота - 4 - 6см., сужается к низу, в разрезе – треугольник. Линза грязного металла обычно Ø30мм., толщиной - 3 - 15мм. в зависимости от времени выдержки металла в расплавленном состоянии. Закон один - чем больше время выдержки, тем тоньше и грязнее эта корка. Чаще всего это металл серого цвета, заметно отличающийся от блестящего слитка. Иногда «грязевая корка» выглядит блестящей и даже кристаллической, но пористой и впитывает воду, которая выступает каплями на поверхности при нагреве.
Можно считать непреложным законом, что один килограмм булата при диаметре вутца 8 см. должен вариться один час сорок минут, при этом линза грязного металла бывает диаметром порядка 20 мм при толщине в 1 мм. слиток расковывается целиком без обдирки.
Однако время варки можно сократить – увеличив диаметр слитка. Тогда время варки сокращается пропорционально увеличению площади среза слитка. Если в заданных условиях варить слиток весом 8 кг., то расчетное время составит 8. Х 1 ч.40 мин, - тринадцать с половиной часов. Имея средний диаметр вутца 8 см., мы можем его увеличить до 10 см. (максимальный размер доступного на сегодняшний день тигля), сократив время варки в 1,56 раз. Таким образом, при максимально благоприятных условиях потребуется не менее восьми с половиной часов варки. Только при этих условиях достигается максимальная чистота металла.
Усадочная раковина с грязным металлом.


45 минут варки 1час варки 90 минут варки

1.Тигель был плохо укрыт, остывание пошло сверху и грязь выдавилась в центр слитка.

2.После нескольких ударов грязный металл дал трещины. (На распил прошу внимания не обращать – торопился работать, забыл сразу сфотографировать).

Слиток был маленького диаметра и высокий. В центре столбик грязных равноосных кристаллов, с краю – чистые, столбчатые.
Искра от булата на наждаке почти ничего не говорит о его составе, но очень много о структуре. Поскольку каждый камень даёт свою искру, то надо привыкнуть к одному. У меня это светлосерый Bosch №36, крупнозернистый. На простом чугуне от батарей отопления он даёт длинную тёмно-красную искру до пола, внизу – оранжевый наконечник, а возле него – алая звёздочка.
Возьмите для сравнения напильник – сталь У12, У13. Искра короткая – 10-15см., вначале – красновата, много звёздочек жёлто-оранжевого цвета. Эти два образца (напильник и чугун) – два крайних полюса, между ними будут находиться все виды искр от булата. Независимо от состава, но только от структуры, искра от булата будет приближаться к чугунной искре и даже превосходить её – быть более выразительной: длиннее, темнее, звёздочка больше. Можно сварить булат с С=2,5%, но, если искра его ближе к искре напильника, то булат плохо ковкий и очень низкого качества. А может быть, что искра лучше чугунной, но в булате 1,2% углерода и этот булат – высочайшего качества. Персидские булаты при С=1,6 - 1,8% дают искру лучше чугуна при С=4%. Когда я впервые получил булат с искрой красивей, чем у чугуна, то был уверен, что углерода там немеренно – анализ показал 1,46%. Зато при ковке не дал ни единой трещины, был упруг и хорошо резал. Отсюда становится понятным, почему так ошибался П.П.Аносов в содержании углерода в своих булатах. Спектрографа у него не было, поэтому содержание углерода он определял арифметически. Брал железо, прибавлял 10% весовых графита, варил под двойной крышкой, потом остаток графита опять взвешивал и у него получалось, что половина графита перешла в железо, ну, и очень убедительна была искра – чисто чугунная. Он считал, что в его булате С=5%. На самом деле углерод в виде СО улетучивался даже через двойную крышку (графит соединялся с окалиной). Через несколько лет химики дали точный анализ аносовских булатов и оказалось, что углерода в них в среднем 1,2%.
Любой самый вязкий булат обладает очень неприятной особенностью: при осаживании он не раздаётся в толщину, а пленится, как говорят кузнецы, то есть собирается в складку и морщины:
Результат:


 Слиток булата разрезан и отполирован. Вес 400гр.
Слиток булата разрезан и отполирован. Вес 400гр.
 Намеренно осадил его 2 раза в одном направлении. Морщины - это результат неравномерности структуры.
Намеренно осадил его 2 раза в одном направлении. Морщины - это результат неравномерности структуры.
Об этом приходиться помнить постоянно при ковке, часто останавливаться, осматривать поверхность и стачивать плёны. Поэтому надо следовать правилу, что булат любит толщину и выводить форму при толщине в 10 - 15мм., а потом, после окончательной зачистки, разгонять только по плоскости. Навык приходит быстро и потом уже эта специфичная особенность булата хлопот не доставляет. Плёны счищать надо сразу: если вначале – это просто морщина, то после деформации и нескольких перегибаний – это уже трещина. Поэтому лучше их не делать вовсе.
На всём пути создания булата, на каждом этапе – всё должно быть и выглядеть хорошо. Если вы строите дом, но раствор не промешиваете, кирпичи кладёте криво – результат в целом будет соответственным.

Если поверхность слитка выглядит так, то бороться с этим с помощью токарного станка не стоит, надо искать причину (конкретно здесь – реакция нейтрализации между шлаком и тиглем). Все вутцы должны быть гладкими и чистыми:

Тигель разбит – булат родился.

Верх слитка с усадочной раковиной.

Поверхность чистая с золотым отливом
Слиток должен расковываться чисто, без глубоких трещин. Могут быть очень мелкие поверхностные – это из-за пористой корки (если её счистить вначале – это 1 - 3мм., то трещин не бывает вообще, но работы больше, нежели чистить после одной-двух проковок), бывают плёны (морщины), да и то вначале, пока с непривычки даёшь большую деформацию. Если вутец даёт сразу глубокие трещины, то выбирать целые куски не стоит, весь металл низкого качества и результат уже хорошим не будет.
Сейчас в Москве и области существует несколько способов получения узорчатой тигельной стали, которую производители гордо именуют булатом.
Способ первый:
Выращивание кристаллов. Металл расплавляется и долго выдерживается в кашицеобразном состоянии при t°= 1410° - 1390°, потом остановка на 910°. Этот способ наиболее близок к варке булата и могут быть получены неплохие результаты. Надо соблюдать всего три правила:
а) брать электросталь, как самую чистую
б) основной флюс, не загрязняющий эту сталь.
с) выдержка стали в жидком состоянии не менее 2-х часов.
После этого можно кристаллизовать, как душе угодно. Но, если не достигнуто выделение цементита по границам зёрен, то это не булат. Если не выполнять эти три пункта, то сталь будет узорчатая, но с более низкими свойствами, чем исходная.
Способ второй:
Сплавление нескольких легированных сталей вместе. Узор будет всегда из-за кристаллизации и плохого перемешивания сталей. Т.е. это дамаск, полученный в тигле.
Если не произошло загрязнения от флюса, то этот композит по свойствам равен одной из составных сталей – не более того. В любом случае он твёрд и хрупок. Данный способ можно заменить отжиганием одной из этих сталей, хлопот меньше, а результат выше за счёт роста вязкости, ну а рисунок ничем не хуже. Сюда же можно отнести засыпку никелиевых опилок в чёрный металл. Цель таже самая - получение яркого рисунка.
Способ третий:
Поиски секретной шихты. Каждый раз плавится что-то другое, а о качестве судят по рисунку. Это ещё один необъяснимый феномен: все знают, что булат от стали отличается структурой, тем не менее ищут секретный состав, не чувствуя, что логика утеряна.
Способ четвертый:
Недорасплав железа в чугуне. Обсуждать это уже не хочется, много сказал на эту тему. Способ придуман человеком, не читавшем трудов П.П.Аносова, не знающим, что есть такая наука – металловедение.
Проверка любого способа проста: сделать образец из своей узорчатой стали, отдать на испытание. Важны всего два параметра: прочность на разрыв и на излом (ударная вязкость). Режущие свойства легко сравнить на месте, в кузнице. И дай-то Бог, чтобы на уровень стали 65Г вытянуло! Повторяю, что проверяется способ получения булата, ваша технология. Поэтому, ещё более простая проверка – сварить булат С=3%, твёрдость не более 45ед.HRC после закалки. Возражение, что такого даже П.П.Аносов не делал – не принимается. Если идти вперёд, а смотреть только назад, то в яму рухнешь и шею себе свернёшь.
Буквально каждое рассуждение о булате сегодня содержит фразу: «Булат должен обладать таким-то рисунком»,т.е. по-прежнему всё стоит на голове. Ведь правильно будет: «Булат должен обладать такими-то свойствами».
Любая сталь, переваренная в булат, (при хорошей технологии), становится лучше за счёт уменьшения примесей, возникновения структуры, увеличения С%. Вот три ясные причины (мантры тоже, несомненно, что-то добавляют, но это не моя тема). Эти причины дают в результате большую прочность металла и повышенные режущие качества. Гармония легко проверяется математикой к священному трепету мистиков, т.е. булат легко проверить и сравнить, и он должен быть лучше, а уж узор – какой будет. Если один булат лучше другого, то и рисунок его должно считать лучшим, поскольку у самого рисунка нет каких-то собственных ценностей. Если есть яркий рисунок, но сталь никакими достоинствами не обладает, не надо её называть булатом – обидится.
Итак, булат технологически – это тигельная сталь, остывшая в тигле, что даёт ему дополнительную очистку. Сейчас булат может иметь любой состав, поскольку ещё не заседала компетентная комиссия и не постановила – какие элементы могут присутствовать в составе, а какие – нет.
Булат промышленной сталью не станет, как мечтал о том П.П.Аносов, поскольку в его время не было электростали, а сейчас она есть и удовлетворяет все нужды и запросы хозяйства, к тому же электросталь свои возможности не исчерпала. Даже просто тигельная сталь выше (пока ещё) по качеству электростали, но срабатывает принцип достаточности и тигельную сталь тоже не варят. А булат в десятки раз сложнее и дороже, так что он останется уделом любителей. Сейчас камнем преткновения является варка булата, но когда эта проблема решена, то остаются трудности, которые приходится преодолевать при расковке каждого слитка. Это обдирка внешней корки, избавление от линзы грязного металла, морщины на поверхности, сложный температурный режим ковки – от этого не избавиться, так же, как от закона притяжения. И всё это ради незначительного приращения качества, поскольку рисунок сейчас даёт практически любая сталь, и рисунки вполне сравнимы с булатными.
Рисунки на легированных сталях есть и без всякой их обработки, проявляются травлением. Правда рисунки очень убогие – иголки мартенсита, в учебнике есть десятки таких фотографий, на рынке ножей эти рисунки можно посмотреть вживую, т.к. многие сейчас увлекаются травлением, которое ничего к качеству не добавляет, только к цене.
Рисунки сталей


Технология проста, описана в статье П.П.Аносова (глава XII «О превращении стали в булат») – отжиг и ковка. Все эти образцы сделаны мной ещё в прошлом веке, называю «булатом», поскольку так их называл П.П.Аносов, правда он подчёркивал, что булат этот низкого качества. Так оно и оказалось - это булат т.е. матрица плюс цементит, но при условии, что С=1,2%. Отжиг увеличивает вязкость металла и проявляет рисунок, но поскольку наиболее яркий рисунок дают высоколегированные стали, в которых, чем больше лигатуры, тем хуже они режут, то вскоре я прекратил этим заниматься, т.к. больше интересовался рабочими свойствами, нежели декоративными.
Закалка булата
Следует заметить, что процесс закалки булата принципиально отличается от закалки сталей. В стали после закалки существует две твердые структуры: мартенсит и цементит. Молекула мартенсита содержит восемь атомов железа и один атом углерода. Твердость мартенсита составляет 64 единиц по Роквелу. Молекула цементита содержит три атома железа и одну углерода при твердости в 70 единиц. Если мы возьмем эвтектоидную сталь У-8, то после закалки мы получим чистый мартенсит, обладающий максимально равномерной плотной однородной структурой, более пригодной для изготовления зубил, нежели ножей. Если мы возьмем более высокоуглеродистую сталь, то после закалки только 0,8% углерода входит в состав мартенсита, остальные – в состав мягкого аустенита. Поэтому после закалки сталь У-13 обладает меньшей твердостью, чем сталь У-8.
После длительного отжига аустенит распадается на железо и цементит. Значит, закаленная сталь У-13 после отжига будет обладать сложной структурой: мартенсит + железо + цементит. Она будет мягче, чем У-8, но в то же время более вязкая и обладающая более высокими режущими свойствами.
Закалка булата, т.е. его охлаждение в определенной среде и с определенной скоростью влияет только на размер рисунка на его поверхности. Далее следует самое существенное – отжиг, который производится при температуре 650°С от 80 до 120 часов. В булате исчезает мартенсит и аустенит, остаются только феррит и цементит. Такой булат гнется – потому что мягок, обладает высокими режущими свойствами из-за микропилы – чередования феррита и цементита на лезвии. Высоким, почти непреодолимым психологическим барьером для кузнеца, работающего с серым булатом, является незакаливаемость во всех смыслах этого слова и явления. Булат не становится твёрже после закалки, но становится хуже: крошится, не режет, теряет булатный звук. Все прочностные характеристики зависят от матрицы, самая лучшая в ней структура - сорбит, поэтому единственная термообработка булата - это нагрев 650°, выдержка и охлаждение. За рез в булате отвечают дендриты цементита: их количество и степень дисперсии - это зависит не от закалки, а от варки и закалкой улучшить нельзя. Твёрдость в булате существует только при ударе, поскольку карбиды не успевают тонуть в матрице и надрубают препятствие.
Исследования старых индийских булатов предпринятые группами учёных: (Ф.Н.Тавадзе , В.Г.Амаглобели, Г.И.Инанишвили; Грузия, 1984г. D.T.Peterson, H.H.Baker, J.D.Venhoeven, U.S.A.,1990 y.r.) выявили сорбитную структуру булата. Сорбит обладает наилучшими механическими свойствами из всех структур: высоким пределом упругости, наибольшим сжатием, наибольшим сопротивлением удару. Твёрдость сорбита составляет 70% от мартенситной для этой же стали, в основном 25 - 45 ед. HRC. Высокие режущие свойства сорбита обусловлены его мелкодисперсной структурой – чередованием феррита и цементита с толщиной слоёв 10 - 15 µ . Микротвёрдости сорбита равны 20ед. HRC и 70ед.
, В.Г.Амаглобели, Г.И.Инанишвили; Грузия, 1984г. D.T.Peterson, H.H.Baker, J.D.Venhoeven, U.S.A.,1990 y.r.) выявили сорбитную структуру булата. Сорбит обладает наилучшими механическими свойствами из всех структур: высоким пределом упругости, наибольшим сжатием, наибольшим сопротивлением удару. Твёрдость сорбита составляет 70% от мартенситной для этой же стали, в основном 25 - 45 ед. HRC. Высокие режущие свойства сорбита обусловлены его мелкодисперсной структурой – чередованием феррита и цементита с толщиной слоёв 10 - 15 µ . Микротвёрдости сорбита равны 20ед. HRC и 70ед.
Четверть века как миг пролетело после этого открытия, но до сих пор ни один плавильщик булата этого не знает. Читать и думать некогда – прыгать надо. До сих пор мастера не расстаются с надфилем, хотя ещё П.П.Аносов сказал, что напильником ничего не выяснить, до сих пор закаливают булат на мартенсит, превращая его в хрупкую и не режущую сталь. Показательный пример: сравнивались два булатных ножа – мой (с=1,8%, сорбит) и производства «Русских палат» (С=?; мартенсит), в присутствии шести свидетелей. Рез бумаги и рубку кости оба ножа прошли без замечаний. Рез войлока: твёрдый нож сделал 3 реза и выдохся, мой мягкий – 72 реза. Т.е. конкретно на охоте первый нож пришлось бы подтачивать в 24 раза чаще. К этому приводит незнание сути булата. Поэтому вдвойне приятно было узнать, что мои клинки в " Русских палатах" перезакаливают, делая их хрупкими и нережущими. Все говорят о микропиле на лезвии булата, но все уверены, что она зависит от дендритов и узоров. Отнюдь – эта пила рукотворная, она создаётся в горне термообработкой.
Преимущества сорбита очевидны:
- Стойкость лезвия в 24 раза выше, чем у мартенсита.
- Клинок поломать невозможно, только согнуть.
- Клинок не боится нагрева до 650° - структура от этого не меняется.
- Термообработка надёжна и даёт 100% результат в отличие от ненадёжной закалки стали, где всегда надо искать компромисс между твёрдостью и прочностью.
Вся возня с плавкой булата – это 1/3 работы (правда, высококвалифицированной). Это всего лишь получение чистой высокоуглеродистой стали.
Расковка – ещё треть работы, уже менее квалифицированной – больше мастеров могут её сделать.
Отжиг – последняя треть работы. У индусов и персов её делали дети и женщины.
Здесь требуются: ямы, хворост, сухой навоз, отсутствие пламени – тление.
Послесловие .
Создание булата длинная технологическая цепь из многих пунктов. Каждая ступенька требует больших усилий, чтобы взобраться на неё.
Итак:
- Чистая шихта.
- Тщательно подобранный флюс в количестве 20% от веса шихты.
- Высокая температура, достаточная для расплавления самых тугоплавких компонентов шихты.
- Длительное время выдержки при этой температуре – не менее полутора часов на каждый килограмм шихты.
- Нужная скорость остывания, которая даёт транскристаллизацию слитка, т.е. дополнительную очистку.
- Расковка при температуре не выше 850°.
- Отжиг: 80 часов x 650°, получение сорбитной структуры – чередования слоёв с микротвёрдостью в 20 ед. и 70 ед. HRC.
- Выводка (слесарные работы).
- Протравка.
Если каждый из пунктов будет выполнен хотя бы на 75%, то будет получен булат неплохого качества. Сделать идеальный булат невозможно, но к этому надо стремиться. К примеру, я могу выплавить ковкую высокоуглеродистую сталь, но отжиг – проблема. Максимум, на что меня хватает – это три часа выдержать у горна, не отрываясь ни на минуту. Если температура ниже, то процесс не идёт, если выше – то вся работа насмарку. Эти три часа дают очень мало, это ведь только 3 – 4% от необходимого. Правда, прирост качества ощутим: искра становиться темнее, точится булат тяжелее и появляются какие-никакие режущие свойства. Так мой булат может резать, как хороший персидский, но у перса углерода 1,8%, а в моём 2,5 – 2,8%, значит противника я победил не уменьем, а числом. Как решить эту проблему, пока не знаю.
Единственный реальный путь – это взять рюкзак с вутцами и отправиться на Восток, там выкопать яму для отжига, купить гарем (минимум 3 шт.), установить для них очерёдность вахт по 8 часов, тогда можно будет получить качественный булат. Путь вроде бы простой, но сколько трудностей невидимых сразу! Подмастерье обязательно брать придётся, поскольку каждая жена после вахты будет требовать вознаграждение за труд, и т.п. Хочу попутно заметить, что именно отжиг даёт черноту грунта. Аустенит – это что-то вроде серого чугуна, а после распада – чистое железо + цементит. Чистое железо после травления – чёрное. Так что по цвету грунта судили о степени отжига.