Технология производства булата

"С точки зрения современной науки нет никакого секрета булата -
это высококачественная тигельная сталь,
прошедшая специальную термообработку и ковку".
И. Н. Богачёв, 1957 г.
Прошло 60 лет с тех пор, как это было сказано, за эти годы появились ещё несколько видов чистой стали, превосходящие тигельную: электро-шлаковый переплав; индукционная и электронно-лучевая плавка в вакууме, но определение осталось верным: чистая сталь и спецобработка. Секрета нет, а булат - есть. В чем же заключается эта спецобработка?
Технология булата состоит из 4-х пунктов:
- Выплавление
- Отжиг
- Ковка
- Закалка
Рассмотрим подробно по пунктам.
1. Выплавление
Варку булата я подробно рассмотрел в предыдущих статьях, поэтому сейчас лишь несколько попутных замечаний: исторического и психологического характера.
Самые древние печи для выплавки тигельной стали - на острове Шри-Ланка (Цейлон). Самые современные, приближенные к нам по времени - в Афганистане и Туркменистане. Любой процесс, однажды родившись, развивается, растет и умирает. В разных районах Востока плавили тигельную сталь. В каждой деревне лапти плетут по своему, есть рядовые мастеровые, а есть гениальные мастера- генераторы идей и двигатели прогресса. Поэтому мой призыв к спорщикам: уточняйте, о чем вы говорите, время и место, поскольку сейчас все разговоры о булате в точности соответствуют юмореске Кристофера Бакли:"Летел из Бостона в Чикаго. И всю дорогу пассажиры за моей спиной спорили: - кто такие 'русские'?!
Один доказывал, что это скифы степей, а второй - что это северные варяги. Ни один из них не знал, где находится Россия, и кто такие 'русские'. Они просто пересказывали друг другу содержание книг двух разных авторов"
Глупо заниматься пересказом прочитанного и спорить, какой метод варки лучше, опираясь на книжные знания. Кто сейчас лучше всех сварит - тот и прав. Я пишу только о своём опыте и варю самый прочный и режущий булат: вызываю на соревнование любого - переспорьте!
История: при попытке выплавить железо из руды, всегда с лёгкостью получается чугун, а железо - с трудом. Этот чугун скапливался сотни лет не находя применения. Но был расцвет "бронзового века", и с бронзой уже умели делать все мыслимое. Эти знания применили на чугуне и получили тигельную сталь. На протяжении пары тысяч лет булат получали только из чугуна, простым его обезуглероживанием. Доказательство просто и убедительно - найденные тысячи тиглей легкоплавки: температура их плавления 1400 град. Не может быть и речи о плавлении в них железа с любыми компонентами. Был простой "передел чугуна"- его плавили без флюса и крышки, непрерывно повышая температуру. С какого-то момента начинали бросать в тигель листья софоры и, по вспышке сгорания их, определять температуру точно. Поскольку при 1392 градуса дутье надо было выключать, иначе тигель расплавится. Листья были не мистической добавкой, а простым индикатором температуры. 90% булата - это просто обезуглероженный чугун без малейшего налета мистики.
Передел чугуна - получение стали.
В Европе его осуществили в 1855 г.
Бессемеровский метод для кремнистых чугунов, и Томасовский - для фосфористых. Варили в конвертере 10...15 тонн за 10...20 мин. Но разница с индийским способом - не в масштабах, а в конечном продукте. В Европе получали низкоуглеродистую сталь:0,1%...0,25%С и делали с ней что хотели, а индусы получали сталь с 1,85...1,87%С и она была не ковкой. Вот в этой точке и появилась вилка- расхождение технологий. Сталь из тигля переливалась в форму, получалась лепешка толщиной 1/2 дюйма и она шла в дальнейшую обработку- отжиг.
В самой Индии хорошо отлаженный процесс уже не менялся: лепешки не отличаются качеством хоть 300 лет им хоть 600. В Персии, Афганистане и Туркменистане было развитие. Появились легирующие добавки, высоко температурные тигли, флюсы, крышки, газовые среды. Мне лично персидские слитки больше нравятся по чистоте и плотности металла, нежели индийские вуцы.
Весь этот процесс передела чугуна закончился после оккупации Индии англичанами. Они привезли с собой свою знаменитую шеффилдовскую сталь, которая превосходила булат качеством, количеством и ценой.
Булат сразу умер. Он отличался от стали одним: узором. И эта разница так и сохраняется до сих пор. Булат хуже стали по всем параметрам, но красивее. Хочу уточнить: хотя булат не строгает дерево, не режет овощи и многое еще не делает, он лучше стали режет мясо и шкуру зверя. Это не мало. Охотник предпочтет булатный нож из-за легкости реза. Примем на веру легенду, рассказанную Вальтером Скоттом (сказочник тот еще был!), как мечом разрубили 6 щитов одним ударом, а булатной сабелькой распороли подушку. В этом вся разница: в бою лучше меч, а при резе подушек- булат.
Резюме по варке булата в тигле.
В тигле получают узорчатую сталь весьма среднего по нынешним меркам качества. Но узорчатую. Поэтому эстеты, считающие узор отличием и достоинством могут не расстраиваться - настоящий узор может быть получен только в тигле!!! Для меня узор- признак неравномерности стали, той самой неравномерности, из-за которой происходят 85% поломок инструмента.
Переходим ко второму пункту- отжигу.
2. Отжиг
Цель отжига - сделать слиток ковким. Надо сетку вторичного цементита по границам зерен и глобулярный цементит внутри - убрать, растворить и разложить- все превратить в перлит. Все "теоретики" пишут, что это "дробится молотом". Если дробится- то крошится и рассыпается. На самом деле идет полное растворение цементита в аустените, а потом - его разложение. Самый простой, хотя и долгий способ применяли индусы. Строго по учебнику: аустенит разлагается на перлит за 150 час при температуре 650 град. При повышении температуры мы делим процесс на две части: короткая - аустенизация, и длинная - разложение аустенита на перлит. Общее время сокращается в 6 раз, но возникают проблемы с обезуглероживанием. П. П. Аносов отжигал в ящиках с двойной крышкой, Дж. Верховен предлагал одевать никелевую рубашку на каждый кусок стали, а в промышленности отжигают в газовой среде. Если вы отжигаете слиток стали из тигля, то ничего этого не надо. Говорю на основе своего опыта. На слитке всегда слой корковых кристаллов, смешанных с флюсом и тиглем- это надежное покрытие, не надо его трогать до отжига. Итак, режимы:
Слиток простой, черной, нелегированной стали греют до 1100...1150 град и выдерживают от 2-х до 1,5 час( выше температура - меньше время). Охладить за 24 часа. Именно во время охлаждения разлагается аустенит , поэтому важно строго соблюсти режим.
Слиток легированной стали греют так же, но охладить надо за 40 час, если охлаждение будет быстрее, сталь будет не ковкой из - за наличия мартенсита и карбидов.
3. Ковка
В технологии булата "ковка"- кульминация ТО. Именно ковка булата резко отличается от ковки стали. После отжига на перлит, слиток куётся в широком диапазоне температур, но этого делать нельзя, если хотите получить 'булат ', а не 'сталь '.
Ковка идёт возле точки Ас1. Один ковочный цикл (укова) состоит в том, что металл нагревается выше Ас1 на 20...30 град и куётся лёгким молотом с небольшой деформацией до 150 град ниже точки Ас1. Перегревая металл - получаем небольшое количество аустенита, медленно охлаждая - превращаем его в глобули цементита. И так раз за разом, укова за уковой, идёт перекачка перлита в зёрна цементита. Количество циклов напрямую зависит от уровня углерода в металле - чем его больше, тем дольше ковка, есть рекорды в 300...800 уков. Есть объективный показатель: в какой то момент заготовка начинает светиться по-другому. До этого было тусклое свечение чугуна, а стало ярко - алое свечение доэвтектоидной стали. Если к этому моменту форма выведена, то ковку можно заканчивать.
Итак, для нелигированного слитка, или стали диапазон ковки 790...590 град.
Для легированного:840...680 град.
4. Закалка
Закалка булата тоже привязана к точке Ас1. Все показатели и свойства сильно зависят от химсостава.
Для нелигированного булата диапазон температур:680...740 град.
Закалочная среда- вода с температурой 24...36 град.
Для легированного:750...840 град.
Масло при температуре 30...90 град.
При испытании булата после закалки приоритет в испытаниях отдается рубке железяк с разной твердостью. Можно порубить гвоздь(23 ед); хвостовик напильника(45 ед); обойму подшипника(62...64 ед) - не надо сразу пытаться замерить твердость самого булата и основываться только на этой цифире. Матрица может быть небольшой твердости, скажем 35...52 ед, но если уровень углерода высок, количество уков - сотни, плотность цементитных зерен- велика, то бывают случаи, что булат с матрицей в 45 ед рубит обойму подшипника в 64 ед. Иглы карбидов- не тонут при ударе, а их твердость - 70...90 ед.
Вот и вся тайна булата, которой так страдало всё человечество, а особенно домохозяйки и юные следопыты последние 350 лет.
Авторский комментарий.
В технологии булата -4 пункта, но именно ковка превращает сталь - в булат. Это можно рассмотреть на конкретном примере. Поскольку "исторический булат"- всего лишь обезуглероженный чугун, грязный и пористый - результат будет размытым. Поэтому для опыта возьмем современную сталь, произведенную в вакууме, чистую, плотную и равномерную. Пусть, для удобства подсчета в ней будет 2,4%С. Нам подойдет СРМ 10В, К390.
Обработка по datasheet состоит из двух этапов.
Первый: аустенизация и охлаждение.
В результате структура стали:0,8%- мартенсит;0,8%- Аост;0,8%- карбиды.
Второй этап: 3 закалки на вторичную твердость и 2 крио закалки переводят Аост- в мартенсит.
Конечный результат: 1,6%С- в мартенсите; 0,8%С- в карбидах, при полном отсутствии Аост.
Что может эта сталь в этом виде?
-Да, всё!!! -Строгать железо и дерево, резать мясо и шкуру, не справится только с овощами- слишком много карбидов.
Теперь возьмёмся за СРМ 10В как за булат. Сталь уже прошла два пункта обработки: плавку и отжиг. По структуре- перлит, твердость 18...23 ед. НРС, замерял неоднократно. Нам осталось отковать и закалить. Куём в диапазоне 840...680 град; 50...300 циклов и закаливаем от 840 в масло. Твердость-58 ед., не хрупкая, легко точится. Металл и дерево- не строгает, а вот шкуру и мясо режет вдвое дольше, чем предыдущий вариант. Структура:0,8%- мартенсит, 1,6%С- карбиды; Аост - отсутствует. Получен легированный булат.
Вот вся разница между 'сталью' и 'булатом' на примере одного куска металла, который можно сделать хоть одним, хоть другим, применив другую ТО.
Может ли "исторический булат" бороться на равных с современной сталью?- Надо уточнить, о чём идет речь: о подлинном, старом булате, или его реконструкции. Старый булат по всем параметрам уступает изделию из напильника. Через мои руки прошло сотни образцов старого булата, и его единственная ценность- узор, а так- это грязный металл, с раковинами и не режущий. Его сотни лет сравнивали с кричным железом, отсюда были все восторги.



Современный булат может за себя постоять, есть примеры равенства со сталью СРМ С30В при таком же приблизительно составе. Значит и СРМ 10В можно побить - это же техника- механика, а её законы просты: удвоение мощности даёт 10% прибавку качества. Значит надо сварить сталь не грязнее, чем 10В, но догнать уровень до 3,6%С, а ванадия- до 15%. Дальше по технологии: отжиг, ковка и закалка.
Другого пути к победе нет, мантры - не помогут.
Я обозначил магистраль получения булата. Никаких отклонений, надо пройти 4 этапа, чтобы получить булат. И надо знать конкретно что и как происходит на каждом этапе.
Пример: слиток не ковкий, если варился при низкой температуре и медленно охлаждался. Вторичный цементит по границам зерен образовал решетку и эта конструкция без отжига разваливается, а не куётся. Здесь всё ясно и понятно- надо отжигать!!!
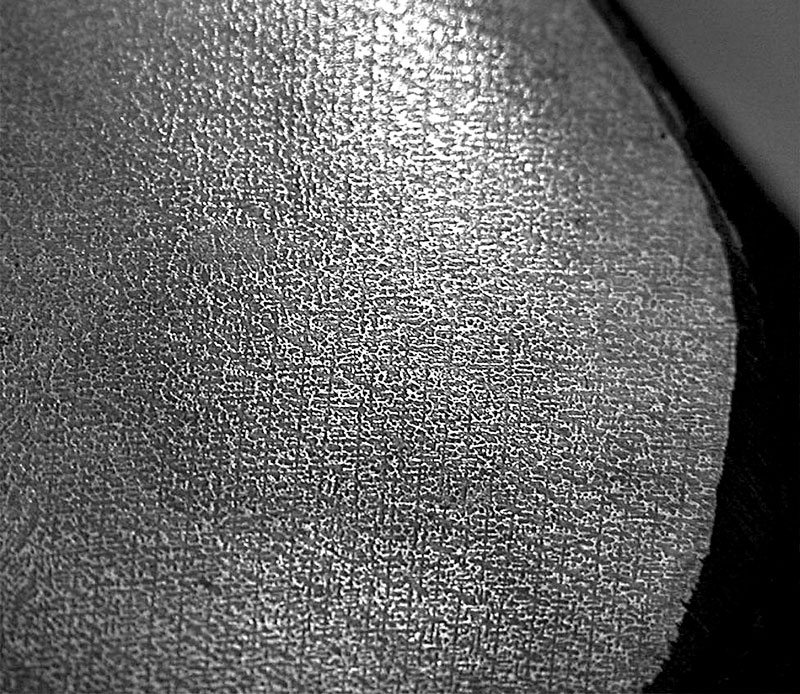
Но если булат варился при высокой температуре и ровной конвекции, охлаждение- быстрое и с высокой температуры, то карбиды- глобулярные и слиток легко расковывается без всякого отжига, чего делать нельзя категорически- булат получен не будет. Вот фото булата,3%С. 
Фото1. Микроструктура булата без отжига.
Не отожжённый слиток. Глобулярные карбиды, диаметром от 100 микрон и более. Если расковать без отжига, то получим абсолютно не режущий клинок, но хорошо царапающий стекло. Почему? - Слишком крупные карбиды и редкие. Т е булат - это матрица с карбидами размером не более 15 микрон. Отклонения от стандарта - это всё равно, что вы взяли ножовку по дереву, но с зубьями разной величины - она пилить не будет. Значит, если даже слиток можно расковать, в нём нет тюремной решетки вторичного цементита- всё равно требуется отжиг. Все карбиды надо растворить в аустените и разложить его в перлит. Потом получить зубья одного размера и формы ковкой. В этом случае режущие качества булата будут максимальными.
Представим, что человечество погибло в результате излучения, а материальная культура- осталась.
Прилетают ребята с Тау Кита и начинают изучать. При чтении нашей космической 'фэнтези' у них начинается дрожь в членах и суставах( от страха): оказывается люди могли всё, что только возможно представить, не буду даже перечислять. Любопытных отсылаю к саге Гарри Гаррисона "Билл- завоеватель Галактики" и т п. Тем же самым путём шло мифотворчество в старые времена. Когда заходила речь о холодном оружии, то каждый сказитель добавлял яркую черту: меч рубил камень и сталь, после этого резал газовый платок и т п. Отнеситесь к этому снисходительно- это мечта!
При встрече войск Александра Великого (Македонского) с войсками индийского царя Пора, грекам очень не понравилась лёгкость, с которой индийские палаши разрубали бронзовый панцирь вместе с греком, который в нём находился. А на самом деле столкнулись бронзовый век - с железным. Поскольку я держал эти палаши в руках- описываю: вес 2 кг, обух-10 мм; толщина РК-4...6 мм, угол заточки-60...90 град, длина- до 1,2 м.
Вопрос: если этот колун сделать из рессоры, сможет ли он разрубить латунную жесть? - Ответ: несомненно!
Прошла ровно одна тысяча лет. В 7- ом веке появилась кривая сабля, которая резала, а не рубила. Высшее достижение- рез шёлка в воздухе. Это же может сделать хорошая инструментальная сталь сегодня. Но народное мифотворчество соединило два действия, разнесённые на 1.000 лет- в одно!
Булат может рубить сталь и резать шёлк! Увы, не может. Разные усилия, разные скорости, разная заточка.
Булат - это сталь, прошедшая спец ТО, и в результате более подходящая для реза зверя, нежели простая мартенситная сталь, но не более того. Железо- не режет, дерево- не строгает. Лучшее испытание для булата- рез шкуры кабана, войлочной кошмы, или каната. Во всём остальном булат уступит стали- не его профиль.
Пока ещё есть охота и охотники - булат востребован.
Слоистость.
В январе 11- го года прошла "Булатная конференция". Я представил доклад, в котором говорится об отжиге и слоистости в булате. Повторяю основное.
При варке булата важно достичь режима кипения "красным ключом"- ровной, спокойной конвекции без пузырей. Для получения качественного металла требуется 1,5 часа такого кипения на каждый кг. В результате получаем слиток пронизанный нитями карбидов с плотностью 50/см. При отжиге карбиды растворяются и разлагаются, но разница в уровне углерода- сохраняется. После осаживания слитка и восстановления карбидов расстояние между этими слоями равно 50...70 микрон. Что даёт эта слоистость?- Узор, ничего более. Так же, как и в дамаске, здесь слои дают возможность формировать узор на поверхности клинка. Слои карбидов не увеличивают прочность, или режущие свойства. Они лишь дают возможность управлять узором.
Та же ситуация в дамаске: слои формируют узор, но не режущие, или прочностные характеристики. Обратный эффект в порошковых сталях - в них достигнута максимальная равномерность структуры - никаких слоёв, отсюда и максимальные режущие свойства, но без узора. Ещё раз: слои в булате и дамаске дают декоративность, узор. Но не оказывают влияния на рабочие свойства. Если и влияют- то в худшую сторону.
Слоистость в слитке начинается так (фото)
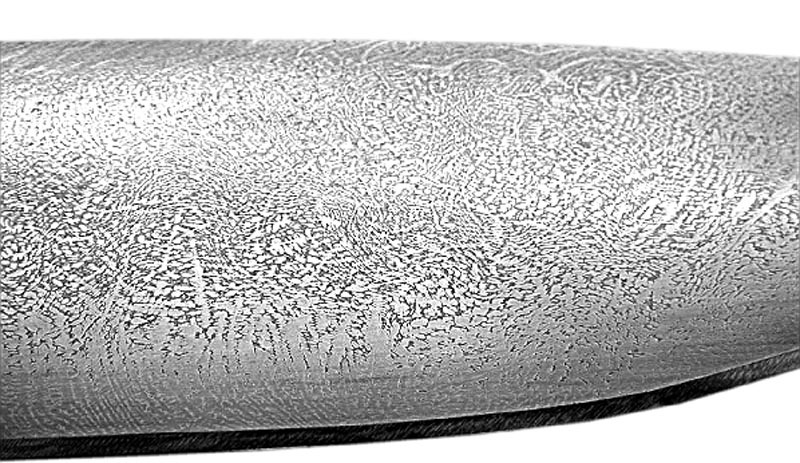
Конечный результат – узор. Получен из этого слитка.
Ереси и мифотворчество.
Как и во всякой религии, в поклонении булату, есть прямая и ясная догма - генеральная линия партии, и есть еретики, бредущие по краям, правые уклонисты, левые сепаратисты и колеблющиеся. Поскольку я иду по магистрали, то надо смотреть, чтоб не было особого разброда, была дискуссия в пути, но все шли в одну сторону к сияющей вершине. Лет 10 назад я посрубал головы двум ересям: " дендритной" (С. Лунёв) и "недорасплав железа в чугуне" (Гуревич, Архангельский, Таганов). Головы были отрублены напрочь, ни один из этих ересиархов не сказал ни слова за 10 лет в защиту своих бредовых идей, да и сейчас не скажет. Хотя понимаю, что читать меня и ссылаться- неприлично, поэтому никто не читал(ну разве что ночью под подушкой с фонариком, чтоб не засекли). Рождаются новые ереси, причём из того же источника. Причину я описал подробно: дивиденды получают на "тайне булата"- открытие этой тайны- нож в горло, нечем будет спекулировать.
Свеженькая ересь звучит так:
"В булате, сваренном в тигле, есть 'нанотрубки', (одна из разновидностей фуллеренов, в форме гантели). В стали -нанотрубок нет. Твердость фуллеренов 120 ед. НРС;1,2 Мооса (у алмаза-1,0 ед).
Вот эти трубки обеспечивают преимущества булата над сталью"
Буду краток.
У фуллеренов твердость конструкции. После механического разрушения- это графит. Сферы не обладают режущими свойствами. Лучшее применение, которое нашли фуллеренам- присадка к смазкам. Т е они обладают не режущими свойствами, а противоположными- антифрикционными. Зная это я поставил простой опыт- проверка режущих свойств нанотрубок. Взял 10 ампул с трубками(они боятся влаги, но не боятся температуры),
смешал с порошком чугуна и сварил дамаск. В одном лезвии у меня было столько фуллеренов, сколько находится в 10.000 кг слитков булата. Результат: ни малейшей прибавки режущих свойств!
Любой и каждый может этот опыт повторить. Наличие фуллеренов в слитке показывает любой спектрограф, после этой проверки можно рассуждать отчего режет нож, сделанный из этого слитка.
Фото 2. Остатки 25 карат фулереннов. Было сварено 4 дамаска без малейшей прибавки в резе
Всё. Пусть ваш ересиарх докажет, что фуллерены - реж ут! На самом деле важнее
ут! На самом деле важнее
форма. Если я возьму пруток СРМ 10В, без расковки и выводки сделаю ТО и закалку, то резать этот пруток будет так же, как и фуллерены. У цементита твёрдость 70 ед. и агрессивная остроугольная форма- режет он лучше, нежели скруглённый карбид хрома при твёрдости 80 ед. известная разница между нерж. сталью и чёрной.
Всё на эту тему. Поражает стадность мышления, действительно никто не догадывается, что любое утверждение можно проверить экспериментом и опровергнуть болтовню, вместо того, чтобы пережёвывать её годами?!